




Огнеупорный материал: новые технологии?
2026-02-10
Когда слышишь ?новые технологии? в контексте огнеупорных материалов, сразу представляются лаборатории с наночастицами и умные составы. Но часто за этим стоит более простая, хотя и не менее сложная, реальность: как заставить известные принципы работать дольше, дешевле и в более жёстких условиях. Многие ждут революции, а прогресс часто идёт через серию мелких, почти незаметных со стороны, но критически важных для практика доработок.
От ?терпит? к ?работает?: эволюция подходов
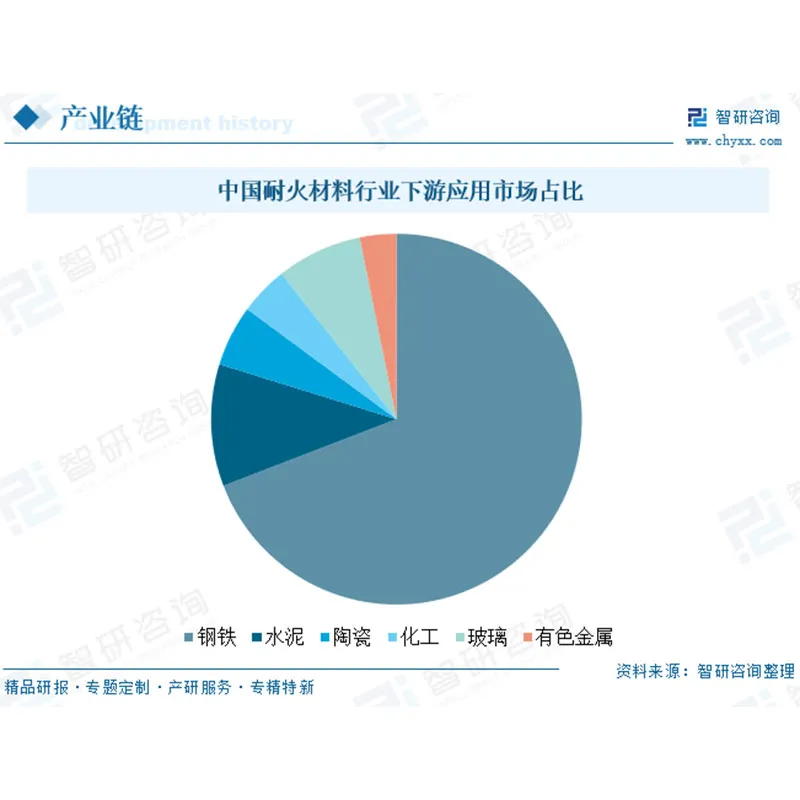
Раньше главным критерием была просто стойкость к температуре. Материал не плавится при 1600°C — уже хорошо. Сейчас же речь идёт о комплексной эксплуатационной стойкости. Это и термоудар — способность выдержать резкий перепад с 1700°C до, условно, 200°C при обдуве водой при аварийной остановке печи. Это и химическая стойкость к парам щелочей в цементных вращающихся печах или к шлакам в металлургии. Новизна сегодня — это не всегда новый химический состав, а часто новое понимание того, как существующие составы ведут себя под конкретной нагрузкой.
Взять, к примеру, традиционные шамотные огнеупоры на основе глинозёма. Казалось бы, всё изучено. Но когда начали активно внедрять системы рекуперации тепла в тех же котлах, выяснилось, что цикличные нагрузки и присутствие конденсата с повышенным содержанием серы быстро разрушают стандартную футеровку. Пришлось ?играть? с пористостью и вводить специальные гидрофобные добавки на стадии формирования изделия. Это не громкая технология, но для конкретного объекта — ключевая.
Или история с волокнистыми модулями. Казалось, панацея для быстрого ремонта и лёгких конструкций. Но на одном из проектов по модернизации нагревательной печи столкнулись с проблемой: модули отлично держали температуру, но под воздействием вибрации от газовых горелок высокой интенсивности начинали ?сыпаться?, теряя связку. Производитель уверял в стойкости, но реальные условия оказались жёстче лабораторных. Пришлось комбинировать: слой волокна + обмазка специальным цементом, который спекался в монолит уже в процессе первой же кампании. Это был не по учебнику, но сработало.
Роль связующих и ?скрытые? компоненты
Часто все внимание уделяют основному наполнителю — корунду, карбиду кремния, периклазу. А между тем, современные огнеупоры живут или умирают именно из-за связующего. Фосфатные, алюмофосфатные, силикатные, смоляные… Выбор огромен. И ошибка здесь стоит дорого. Помню случай с футеровкой ковша для переплава алюминиевого лома. Поставили изделия на фосфатной связке, казалось бы, для высоких температур подходит. Но не учли, что в ломе попадались элементы с хлорсодержащими покрытиями. При высокой температуре пошла реакция, связка деградировала за считанные часы, футеровка осыпалась. Перешли на другой тип — проблема ушла.
Сейчас много говорят про безобжиговые материалы и технологии нанесения. Тут прогресс действительно заметен. Например, использование реактивных мелкодисперсных порошков в составе торкрет-смесей. Они не просто заполняют пространство, а при нагреве вступают в реакцию с основным наполнителем, создавая прочный керамический шов. Это позволяет проводить ремонт ?на горячую?, сокращая простой агрегата с недель до суток. Но и тут есть нюанс: подготовка поверхности. Если не удалить полностью оплавленный и науглероженный слой старого материала, адгезия новой торкрет-массы будет слабой, и всё отвалится при первом же тепловом расширении.
Отдельная тема — прогнозирование ресурса. Раньше работали по факту: поставил — смотрел, когда начнёт разрушаться. Сейчас пытаются моделировать, но модели часто оторваны от реальности. Самый надёжный способ — это комбинация расчёта термонапряжений (хотя бы в 2D) и изучения образцов после пробной эксплуатации. Мы как-то брали для теста образцы высокоглинозёмистого материала с добавкой циркония от одного поставщика. По паспорту — отлично. После месяца в зоне максимального теплового удара в печи для обжига извести — на срезе под микроскопом увидели сетку микротрещин именно по границам зёрен циркония. Вывод: добавка была не того гранулометрического состава и создавала внутренние напряжения. Поставщик, кстати, потом признал проблему и скорректировал технологию.
Практический кейс: когда ?умный? материал должен быть ещё и удобным
Хочется привести пример не из гигантской металлургии, а из области энергетики, где требования тоже жёсткие, но масштабы иные. Есть компания ООО Шаньдун Цзюйчэнь Текнолоджи Тепловой Энергии (https://www.sdgeniusun.ru). Их основная деятельность — технологические разработки в областях новой энергетики и электромеханического оборудования. Сталкивались они с задачей повышения КПД и надёжности теплообменных агрегатов на биомассе. Там, где есть горение, особенно не совсем однородного топлива, возникают локальные перегревы и агрессивные газовые среды.
Их инженеры подошли к вопросу не просто как к выбору огнеупора из каталога. Они анализировали реальный температурный профиль по камере сгорания с помощью пирометров и термопар, изучали состав золы после сжигания конкретных видов сырья. Оказалось, что стандартные решения для угольных котлов не подходят — зола биомассы иная, более легкоплавкая и липкая. Нужен был материал не просто стойкий к температуре, но и с минимальной адгезией к шлаку, чтобы он не нарастал, а легко удалялся.
В итоге, после нескольких проб, остановились на модифицированном материале на основе SiC с определённой открытой пористостью и специальной поверхностной обработкой. Это не было изобретением с нуля, но именно подбор и адаптация существующих компонентов под конкретные, изученные до мелочей условия, дали результат. Ресурс футеровки увеличился втрое, а периодичность очистки уменьшилась. Это к вопросу о новых технологиях — часто они рождаются не в вакууме, а на стыке глубокого анализа проблемы и грамотного применения доступного арсенала материалов.
Тренды и тупики: что впереди?
Сейчас модно говорить о керамических матричных композитах (КМК) и огнеупорных материалах с функцией самозалечивания трещин. Звучит футуристично. С КМК для особо ответственных участков в аэрокосмической отрасли — это да, перспективно. Но для промышленной печи стоимостью в несколько миллионов рублей? Пока что цена таких решений зашкаливает. Более реалистичный тренд — гибридные конструкции. Например, основной слой — относительно дешёвый и теплоёмкий шамот, а рабочий слой, контактирующий с расплавом или пламенем, — это тонкая, но стойкая плита из продвинутого материала, вроде оксида алюминия, армированного металлическими волокнами. Экономия и эффективность.
Тупиком, на мой взгляд, является погоня за абсолютной универсальностью. Не бывает идеального огнеупора ?на все случаи жизни?. Каждый агрегат, каждый технологический процесс — это уникальный набор факторов. Самый продвинутый материал, неправильно подобранный или установленный, окажется хуже простого, но уместного. Поэтому будущее видится не в одном прорывном материале, а в развитии инжиниринговых сервисов: глубокой диагностики, точного моделирования условий и, как следствие, адресного проектирования огнеупорной кладки или обмазки.
И конечно, цифровизация. Внедрение датчиков температуры непосредственно в тело футеровки на разной глубине уже перестаёт быть экзотикой. Это позволяет в реальном времени видеть не просто температуру газа в печи, а профиль прогрева самой стенки, прогнозировать её износ и планировать ремонт не по календарю, а по фактическому состоянию. Это та самая ?новая технология?, которая работает здесь и сейчас, повышая не только надёжность, но и экономику производства. Без громких слов, по делу.
Вместо заключения: мысль вслух
Так что, возвращаясь к заглавному вопросу. Новые технологии в огнеупорах? Безусловно, они есть. Но их суть часто не в сенсационных открытиях, а в кропотливой, почти ювелирной работе по адаптации известных материалов к новым вызовам. Это работа с микроструктурой, с гранулометрией, с добавками, которые меняют одно свойство, не ухудшая другие. Это умение слушать не только отчёты лабораторий, но и ?рассказы? материалов, отработавших свою кампанию — по цвету, структуре излома, характеру эрозии.
Прогресс движется теми, кто не боится комбинировать старые приёмы с новыми данными, кто проводит натурные испытания в жёстких условиях и делает из них правильные выводы. И, что важно, кто понимает, что огнеупорный материал — это не просто товар, а часть сложной системы под названием ?технологический агрегат?. Его выбор и применение — это всегда компромисс и всегда инженерное решение, а не просто покупка по спецификации. Вот в этом, пожалуй, и заключается главная новизна подхода в последние годы.