




Огнеупорный базальтовый материал: инновации и применение?
2026-02-24
Когда говорят про огнеупорный базальтовый материал, многие сразу представляют себе просто минеральную вату. Но это, если честно, довольно поверхностно — как если бы сравнивали все автомобили только по цвету. На самом деле, за последние лет десять тут произошёл тихий переворот, который не всегда заметен со стороны. Сам работал с этим сырьём на разных этапах — от подбора шихты до испытаний готовых изделий в реальных условиях. И скажу: главная инновация не в том, что базальт плавят и вытягивают в волокно (это делали ещё в СССР), а в том, как научились управлять структурой волокна, его диаметром, ориентацией и — что критично — стабильностью свойств от партии к партии. Помню, в начале 2000-х разброс по теплопроводности в одной паллете мог достигать 15%, и это сводило с ума монтажников. Сейчас, конечно, ситуация иная, но проблемы остаются — просто сместились в область адгезивных пропиток и долговечности связующих.
От сырья к волокну: где кроется подвох?
Всё начинается с карьера. Не каждый базальт годится для непрерывного волокна — тут важна не столько химическая формула, сколько стабильность состава по месторождению и отсутствие кристаллических включлостей. Мы как-то взяли партию с нового участка, вроде бы по паспорту всё идеально, а в печи началось быстрое разрушение фильер — оказалось, микроскопические примеси хромита. Пришлось экстренно менять технологические режимы, но выход годного волокна упал почти на треть. Это к вопросу об инновациях: иногда прогресс — это не супер-новое оборудование, а доскональное понимание геологии сырья и умение его быстро тестировать прямо на производстве.
Сам процесс получения волокна — это баланс между температурой, скоростью вытяжки и составом шихты. Многие производители, особенно в СНГ, до сих пор используют устаревшие газовые печи с ручным управлением, где мастер ?на глазок? определяет момент готовности расплава. Результат — нестабильность диаметра волокна, что напрямую бьёт по механическим и теплоизоляционным свойствам. Современные линии, например, те, что поставляет ООО Шаньдун Цзюйчэнь Текнолоджи Тепловой Энергии (их разработки можно посмотреть на https://www.sdgeniusun.ru), предлагают электроплавильные агрегаты с автоматическим поддержанием вязкости расплава. Это не просто ?импортное? — это принципиально иной уровень контроля. Компания, кстати, не просто продаёт оборудование, а занимается технологическими разработками в областях новой энергетики и электромеханического оборудования, что чувствуется в их комплексном подходе к проблеме энергоэффективности.
Но вот что интересно: даже на самом современном оборудовании можно получить посредственный материал, если неверно подобраны связующие. Фенолформальдегидные смолы — это классика, но их экологичность всё чаще ставится под вопрос. Переход на акриловые или биополимерные связующие — это отдельная головная боль. Они могут хуже держать структуру при вибрации или, например, при длительном контакте с насыщенным паром в трубах теплотрасс. У нас был опыт использования одного ?экологичного? состава на объекте в Мурманске — через два сезона маты дали усадку по стыкам, пришлось перебивать всю изоляцию. Так что инновация в связующих должна идти рука об руку с жёсткими полевыми испытаниями.
Применение: за пределами ?просто утеплителя?
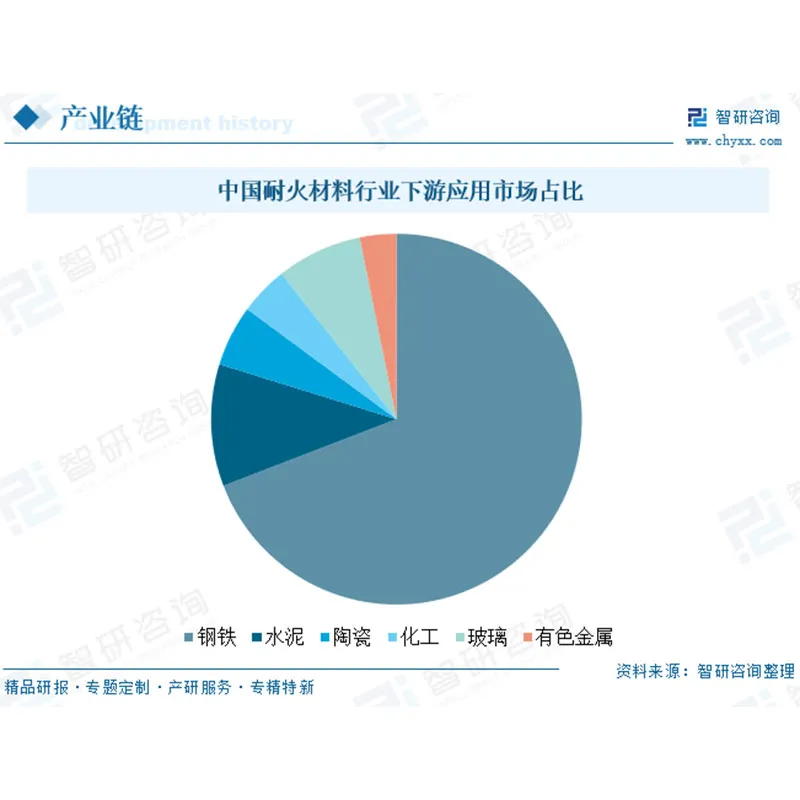
Основная масса базальтового материала уходит, конечно, на строительные площадки — для изоляции фасадов, кровель, перекрытий. Но тут есть нюанс, который часто упускают из виду проектировщики: огнеупорный базальтовый материал для вентилируемого фасада и для сэндвич-панели — это, по сути, два разных продукта. В первом случае важна упругость и способность восстанавливать форму после транспортировки (чтобы не образовывались мостики холода на стыках), во втором — стабильность размеров под постоянной нагрузкой и низкая сорбционная влажность. Видел, как на одном объекте закупили ?универсальные? плиты для всех нужд — в итоге на фасаде получили проблемы с прилеганием, а в панелях — постепенное намокание.
Более интересное, с инженерной точки зрения, применение — это промышленность. Например, изоляция технологических трубопроводов на нефтехимических заводах, где помимо температуры (до 700°C) есть требования к стойкости к вибрациям, маслу и химическим парам. Тут обычная минераловатная плита не подойдёт — нужны прошивные маты из супертонкого волокна с облицовкой из фольги или стеклоткани. Мы как-то делали такой заказ для завода в Татарстане — пришлось совместно с технологами заказчика подбирать не только плотность, но и угол укладки волокна в мате, чтобы компенсировать продольные температурные расширения труб.
Ещё одно перспективное направление — огнезащита. Базальтовые полотна и шнуры всё активнее вытесняют асбест и другие материалы в системах пассивной огнезащиты кабельных проходок, воздуховодов, металлоконструкций. Но и тут не без подводных камней. Сертификат огнестойкости — это хорошо, но на практике при пожаре важна не только устойчивость к пламени, но и отсутствие токсичных выделений от связующих и дымообразование. Был случай на испытательном полигоне: материал выдержал положенные 90 минут, но при этом выделил такое количество едкого дыма, что эвакуация по соседнему коридору стала бы невозможной. Так что инновации должны быть комплексными — не только в волокне, но и во всей рецептуре.
Проблемы качества и мифы рынка
На рынке до сих пор живуч миф о том, что чем жёлтее базальтовая вата, тем она лучше — мол, меньше связующего. На деле цвет часто зависит от типа связующего и его термообработки, а не от количества. Более того, излишне жёлтый оттенок иногда говорит о пережоге органических компонентов, что может снизить долговечность. Гораздо важнее смотреть на однородность структуры — если в плите видны нераспушившиеся комки или, наоборот, рыхлые участки, это прямой признак проблем с технологией осаждения волокна.
Другая большая проблема — это гидрофобность. Многие производители заявляют ?водоотталкивающие свойства?, но на деле это часто поверхностная пропитка, которая со временем вымывается или разрушается под УФ-излучением (если материал используется в открытых конструкциях). Настоящая гидрофобность закладывается на стадии формирования ковра, когда волокно смешивается со связующим и гидрофобизатором в определённой последовательности. Проверить это просто — поместить образец в воду на 24 часа. Если водопоглощение по объёму превысило 1.5%, для ответственных объектов такой материал лучше не брать.
И, конечно, биологическая стойкость. Базальт сам по себе не гниёт, но связующие на органической основе могут стать питательной средой для грибка в условиях постоянной влажности (например, в подвальных помещениях или на холодных чердаках с плохой вентиляцией). Сейчас появляются составы с антисептическими добавками, но их эффективность нужно проверять не в лаборатории, а в реальных условиях — скажем, в климатической камере с циклами увлажнения и высыхания.
Экономика и логистика: о чём молчат продавцы
Стоимость материала — это не только цена за кубометр на складе. Важен коэффициент упаковки: если плиты сильно спрессованы (для экономии на перевозке), они могут не восстановить полную толщину после распаковки, особенно в холодную погоду. Приходилось сталкиваться с тем, что заявленная толщина 100 мм на объекте превращалась в 90-95, и это требовало пересчёта всей теплозащиты. Хорошие производители указывают не только плотность, но и степень восстановления после сжатия.
Логистика — отдельная тема. Базальтовый материал боится не столько мороза, сколько влаги при транспортировке и хранении. Паллеты, оставленные под открытым небом даже на пару недель, могут прийти в негодность — влага проникает внутрь, связующее начинает преждевременно полимеризоваться, материал теряет упругость. Идеально, когда поставщик использует влагозащитную плёнку с индикаторами и обеспечивает крытое хранение на своей площадке. Кстати, у ООО Шаньдун Цзюйчэнь Текнолоджи Тепловой Энергии в этом плане подход серьёзный — они не только поставляют оборудование для производства, но и дают чёткие технологические карты по упаковке и хранению готовой продукции, что говорит о глубокой проработке всего цикла.
И последнее — утилизация. Это пока слабое место всей отрасли. Отходы производства и демонтированный материал сложно переработать из-за связующих. Сжигать нельзя, захоранивать — неэкологично. На западе уже есть пилотные проекты по измельчению и использованию старых плит в качестве наполнителя для лёгких бетонов. У нас до этого ещё далеко, но думать об этом нужно уже сейчас, особенно при выборе связующих для новых линий.
Взгляд вперёд: куда движется отрасль?
Если говорить об инновациях, то будущее, на мой взгляд, за гибридными материалами. Например, базальтовое волокно в комбинации с аэрогелем или вспененной керамикой для сверхнизкой теплопроводности в условиях ограниченного пространства (космос, судостроение). Или армирование базальтовой сеткой полимерных композитов для строительства в сейсмических зонах. Это уже не просто утеплитель, а инженерный материал с заданными свойствами.
Ещё один тренд — цифровизация производства. Не просто автоматизация, а сбор данных на каждом этапе: от химического анализа сырья до контроля диаметра каждого волокна в реальном времени с помощью компьютерного зрения. Это позволит не только гарантировать стабильность, но и прогнозировать долговечность материала в конкретных условиях эксплуатации. Пока это дорого, но компании, которые инвестируют в такие системы (как та же ООО Шаньдун Цзюйчэнь Текнолоджи Тепловой Энергии в своих разработках), в перспективе получат решающее преимущество.
В итоге, огнеупорный базальтовый материал — это далеко не застывшая технология. Это живая область, где успех зависит от тонкого понимания взаимосвязи между сырьём, технологией, применением и даже логистикой. И главная инновация последних лет — это даже не новые рецептуры, а смена подхода: от продажи ?кубов утеплителя? к предоставлению комплексных решений по теплозащите с полным циклом ответственности. Именно в этом направлении, судя по всему, и движется отрасль, и те, кто это осознал, уже сегодня формируют завтрашние стандарты.