




Как улучшить слой огнеупоров на трубопроводе?
2026-02-10
- Подготовка поверхности — это 70% успеха. Серьёзно.
- Выбор материала: не ?самый жаростойкий?, а ?самый подходящий?
- Технология нанесения: торкретирование против ручной кладки
- Сушка и прокалка — тот этап, который все хотят ускорить и который всех подводит
- Контроль и диагностика в эксплуатации
- Резюме: улучшение — это системный подход, а не волшебная смесь
Поговорим о наболевшем — огнеупорной футеровке трубопроводов. Многие до сих пор считают, что главное — купить материал подороже и залить/нанести его потолще. А потом удивляются, почему через полгода-год пошли трещины, отслоения или теплопотери не снизились. Дело не только в материале, а в системе: подготовка, нанесение, сушка, эксплуатация. Сейчас разложу по полочкам, исходя из того, что видел и делал сам, с косяками и удачами.
Подготовка поверхности — это 70% успеха. Серьёзно.
Здесь чаще всего экономят время, а потом платят деньгами. Старая футеровка, ржавчина, окалина, масляные пятна — всё это нужно убирать до чистого металла. Я предпочитаю абразивно-струйную очистку до степени Sa 2?. Да, это дорого и пыльно, но если останется хоть немного загрязнений, адгезия будет никакая. Видел случай на одной ТЭЦ, где нанесли отличный низкоцементный огнеупор на слегка зачищенную болгаркой поверхность. Через три месяца пласт отвалился ?блином?. Переделывали в два раза дороже.
После очистки — никаких пауз. Металл начинает моментально окисляться. Нужно быстро нанести грунтовочный слой (праймер). Некоторые его игнорируют, мол, материал и так прилипнет. Прилипнет. Но насколько прочно? Для высокотемпературных участков (выше 1000°C) мы используем фосфатные связки. Важно не просто намазать, а выдержать консистенцию и толщину, которую рекомендует производитель огнеупора. Тут нельзя импровизировать.
И ещё момент по влажности. Если работы ведутся на улице или в сыром цеху, поверхность нужно греть газовыми горелками. Конденсат под футеровкой — гарантия вздутий и разрушения при первом же тепловом ударе. Проверял гигрометром — кажется мелочью, но это критично.
Выбор материала: не ?самый жаростойкий?, а ?самый подходящий?
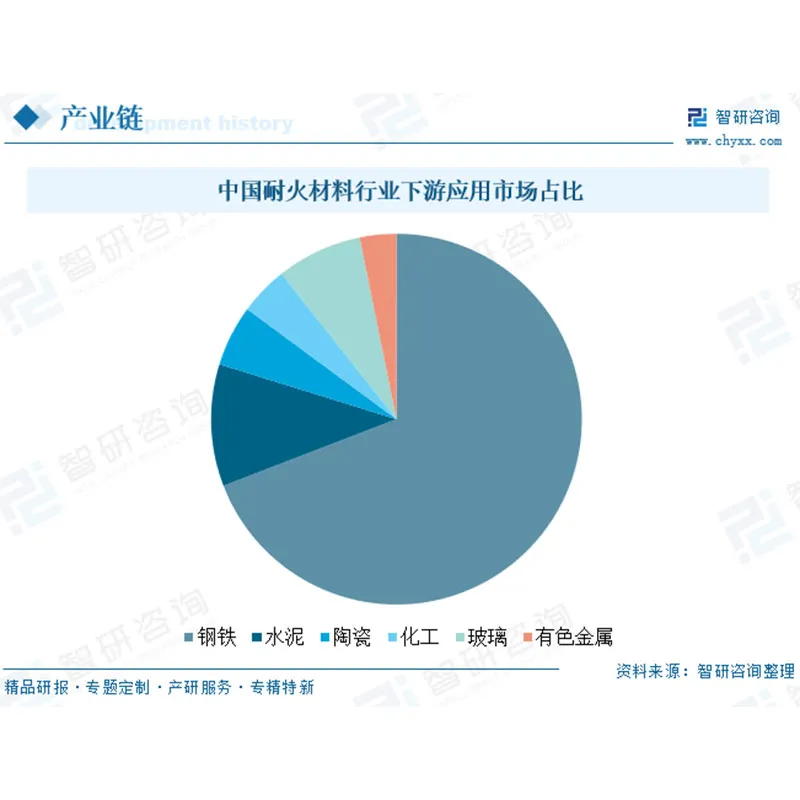
Тут дилетанты гонятся за температурой плавления в 1800°C для трубопровода, который работает на 600°C. Переплата в 2-3 раза, а проблемы с термошоками могут быть даже больше. Для большинства трубопроводов пара и горячих газов (до 1200°C) оптимальны огнеупоры на основе глинозёма с низким содержанием железа. Они хорошо держат термоциклирование.
Очень рекомендую присмотреться к изделиям от ООО Шаньдун Цзюйчэнь Текнолоджи Тепловой Энергии. Специализируются на решениях для энергетики, и у них есть линейки именно для трубопроводной футеровки. Не реклама, а из практики — их материалы показывают стабильную усадку при прокалке, что для сложной геометрии труб с арматурой важно. Заходите на их сайт https://www.sdgeniusun.ru — там есть технические отчёты, можно сравнить данные.
Для зон с механическими вибрациями (возле насосов, компрессоров) нужны материалы с повышенной прочностью на изгиб. Иногда лучше сделать двухслойную футеровку: изоляционный слой (пористый, лёгкий) и рабочий (плотный, прочный). Но это уже сложнее в исполнении.
Технология нанесения: торкретирование против ручной кладки
Ручная кладка кирпича или набивка масс — это для ремонтов небольших участков или сложной формы. Для новых протяжённых трубопроводов сегодня почти везде идёт торкретирование (набрызг). Скорость, однородность плотности, меньше швов. Но и тут есть подводные камни.
Давление в установке, расстояние от сопла до поверхности, угол наклона — всё влияет на пористость готового слоя. Слишком высокое давление — материал отскакивает, образуются пустоты. Слишком низкое — плохое уплотнение. Оператор должен быть опытный. На одном объекте пришлось переделывать участок из-за того, что новый оператор держал сопло почти вплотную. Получилась рыхлая, непрочная структура.
Толщину наносят за несколько проходов. Нельзя вылить за один раз 200 мм — потёки, расслоения гарантированы. Сначала армирующий слой (с сеткой или анкерами), потом основной. Каждый слой должен схватиться, но не высохнуть полностью.
Про армирование и анкеровку
Это отдельная боль. Анкера — не просто ?крючки?. Их материал должен иметь коэффициент теплового расширения, близкий к огнеупору и металлу трубы. Иначе при нагреве они либо разорвут материал вокруг себя, либо сами деформируются. Часто используют нержавеющую сталь марки AISI 304 или 310, в зависимости от температуры.
Расположение — шахматный порядок, с шагом, рассчитанным на конкретную нагрузку. Видел, как на эстакаде трубопровода из-за редких анкеров весь огнеупорный ?кожух? сполз вниз под собственным весом после нагрева. Картина печальная.
Сушка и прокалка — тот этап, который все хотят ускорить и который всех подводит
Залили, нанесли — и сразу хочется запускать трубопровод. Ни в коем случае. Физически и химически связанная вода должна удаляться медленно. Если поднять температуру быстро, пары воды разорвут материал изнутри. Это не всегда видно сразу, но прочность падает в разы.
Составляем график нагрева. Обычно начинаем с 50-100°C, выдерживаем несколько часов (иногда сутки — для толстых слоёв). Потом плавно, по 20-30°C в час, поднимаем до рабочей температуры. Для сложных составов лучше использовать график от производителя материала. Упомянутая ранее компания ООО Шаньдун Цзюйчэнь Текнолоджи Тепловой Энергии как раз предоставляет детальные режимы сушки для своих продуктов, что сильно снижает риски.
Идеально — использовать тепловые пушки или регулируемые горелки с точным контролем температуры. Газовая горелка ?на глазок? — верный путь к браку. Контролируем не температуру газа, а температуру на поверхности футеровки пирометром или термопарами.
Контроль и диагностика в эксплуатации
После ввода в работу нельзя забывать. Термография — отличный инструмент. Регулярный тепловизионный осмотр позволяет увидеть участки с повышенной температурой — значит, там разрушение футеровки, появились мостики холода. Ловили так локальные отслоения, которые визуально были не видны.
Простукивание. Старый, но действенный метод. По звуку опытный мастер определит, есть ли отставание от основы. Делаем это во время каждого планового останова.
И главное — вести журнал. Фиксировать, когда, какой материал нанесён, какие были условия, график сушки. Когда через 5 лет нужно делать ремонт, эта информация бесценна. Позволяет анализировать, что работает лучше, а что вышло из строя раньше времени и почему.
Резюме: улучшение — это системный подход, а не волшебная смесь
Итак, чтобы действительно улучшить слой огнеупоров, нужно думать как инженер, а не как покупатель. Нет одной волшебной таблетки. Это цепочка: правильная подготовка металла → грамотный выбор материала под конкретные условия (температура, среда, вибрации) → точное соблюдение технологии нанесения (торкретирование, анкеровка) → терпеливая, контролируемая сушка → регулярный мониторинг в работе.
Часто улучшение заключается даже не в новом материале, а в исправлении ошибок на предыдущих этапах. Сэкономленные на подготовке поверхности деньги всё равно ?вылезут? позже, но уже умноженные на стоимость аварийного ремонта и простоя.
Смотрите на опыт других, изучайте техническую документацию от серьёзных производителей, вроде тех, что на sdgeniusun.ru, и не пренебрегайте мелочами. В огнеупорах мелочей не бывает. Всё это приходит с практикой, иногда горькой. Но именно так и получается надёжная футеровка, которая служит годами, а не сезонами.