




Огнеупорный пол: новейшие материалы?
2026-02-13
Когда слышишь ?огнеупорный пол?, многие сразу думают о керамической плитке или бетоне с какими-то добавками. Но на деле, если говорить о промышленных объектах, печах, тоннелях, энергоблоках — там всё куда сложнее. Часто заказчики просят ?самое современное?, а потом выясняется, что они не до конца понимают, что под этим подразумевается: устойчивость к открытому пламени, к тепловому удару, к химической агрессии или к механическим нагрузкам в условиях высоких температур? Это принципиально разные вещи, и материалы подбираются соответственно. Сам видел, как на одном из металлургических комбинатов положили дорогущую импортную плитку на основе оксида алюминия, а через полгода в зоне разлива шлака она потрескалась — не учли цикличность термоударов. Вот с этого, пожалуй, и начну.
Что скрывается за термином ?новейшее??
В индустрии огнеупоров ?новизна? — понятие относительное. Часто это не открытие какого-то волшебного вещества, а композиционный подход. Скажем, традиционные материалы на основе шамота или корунда никуда не делись, но их модифицируют дисперсными добавками — микрокремнезёмом, оксидом циркония, карбидом кремния. Цель — снизить пористость, увеличить плотность и, как следствие, стойкость к проникновению расплавов. Недавно на выставке в Екатеринбурге обратил внимание на разработки одной китайской компании — ООО Шаньдун Цзюйчэнь Текнолоджи Тепловой Энергии. Они, судя по информации на их сайте sdgeniusun.ru, занимаются технологиями в области новой энергетики и электромеханического оборудования, но у них же есть линейка огнеупорных бетонов с низким содержанием цемента. Интересно было попробовать.
Мы взяли их образец для испытаний в условиях умеренно-агрессивной среды (температура до 1200°C, периодический контакт с щелочной пылью). Материал позиционировался как саморастекающийся, с высокой ранней прочностью. На практике ?саморастекаемость? оказалась весьма условной — при толщине слоя больше 50 мм пришлось помогать вибратором, иначе оставались пустоты. Но что порадовало — после термоциклирования (10 циклов нагрев-остывание) трещинообразование было минимальным, поверхность не шелушилась. Видимо, за счёт подобранного зернового состава и полимерных волокон, которые работали на микроуровне.
Вот это, кстати, важный момент: многие производители сейчас делают ставку не на монолитность материала, а на управляемую деформацию. То есть материал должен не столько не трескаться вообще, сколько образовывать очень мелкую, замкнутую сетку трещин, которая не влияет на несущую способность и не открывает путь агрессивным расплавам. Добиваются этого как раз комбинацией разных фракций огнеупорного заполнителя и связующих — от традиционных глинозёмистых цементов до фосфатных или золь-гель систем. Последние, конечно, дороги, но для некоторых участков в химической промышленности альтернатив нет.
Бетон vs. Сборные элементы: вечный спор
Часто встаёт вопрос: что лучше — монолитный огнеупорный бетон, укладываемый на месте, или готовые огнеупорные плиты и блоки? Однозначного ответа нет, всё упирается в условия. Бетон хорош для сложных контуров, для заделки стыков и создания бесшовного покрытия. Но его беда — усадка при высыхании и спекании. Если не сделать правильно компенсационные швы, рвёт по углам и вдоль стен. Причём рвёт не сразу, а после первой же серьёзной тепловой нагрузки. Учились на своих ошибках: на одном из объектов по производству стекла залили пол в зоне отжига, сделали швы по рекомендации поставщика смеси (каждые 3 метра). После пуска участка выяснилось, что температурный градиент в том месте нелинейный, и в самом горячем пятне между швами образовалась глубокая трещина. Пришлось экстренно ремонтировать уже на горячую, специальными пастами.
Сборные элементы лишены проблемы усадки, их геометрия стабильна. Но тут своя головная боль — стыки. Швы между плитами — слабое место. Их заполняют огнеупорными мастиками или растворами, но коэффициент теплового расширения у плиты и у заполнителя шва редко совпадает идеально. Со временем заполнитель может выкрошиться или, наоборот, выдавиться. Видел удачное решение на коксохимическом заводе: использовали плиты с пазогребневой системой стыковки, а шов заполняли эластичным шнуром на основе кремнезёма, поверху ещё проходили обмазкой. Система работала годами, но монтаж, конечно, был ювелирный и дорогой.
И ещё про плиты. Часто их делают на основе вермикулита или перлита — лёгкие, с хорошими теплоизоляционными свойствами. Но это палка о двух концах. Для пола в камере дожига отходящих газов, где важна именно изоляция, — отлично. А для пола перед муфельной печью, где по нему ещё и тележки с грузом катают, — категорически нет. Механическая прочность таких лёгких плит невысока. Приходится искать компромисс или делать комбинированные полы: несущий слой из плотного бетона, а верхний — из изоляционной плиты, но тогда нужно решать вопрос с адгезией между слоями при переменных температурах. В общем, каждая задача — это своя головоломка.
Химическая стойкость: невидимый враг
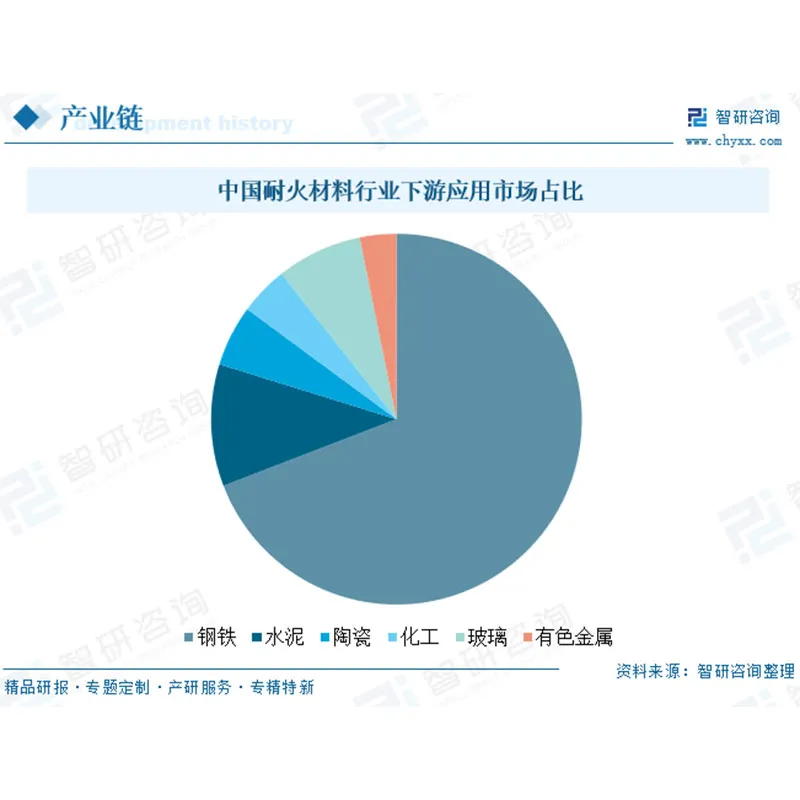
Пожалуй, самый коварный фактор. Высокая температура сама по себе — испытание, но когда к ней добавляется агрессивная химическая среда, выбор материалов сужается dramatically. Классический пример — полы в цехах по переработке фосфорсодержащего сырья или в зонах кислотных ванн. Тут обычные алюмосиликатные материалы долго не живут. Нужны материалы на основе циркония (ZrO2) или карбида кремния (SiC). Они, конечно, в разы дороже, но альтернативы — постоянные ремонты и простои.
Работали мы на одном предприятии, где был постоянный контакт с парами плавиковой кислоты. Изначальный пол из высокоглинозёмистого кирпича превратился в труху за два года. Перешли на кислотоупорный кирпич с пропиткой фторсодержащими составами — стало лучше, но не идеально. Потом пробовали монолитный пол на основе силиката калия (жидкое стекло) с наполнителем из кварцита. Сложность была в его укладке — материал схватывается очень быстро, работать нужно бригадами, без перекуров. Зато результат: уже пять лет пол держится без существенных повреждений. Правда, поверхность получилась не такая гладкая, как хотелось бы, пылит немного. Но для производства это было некритично.
Здесь же стоит упомянуть про золь-гель связки, о которых я вскользь говорил. Это действительно передовой край. Материал получается с очень низкой пористостью на микроуровне, что резко снижает проникновение агрессивных агентов. Но технология нанесения и твердения требует контроля влажности и температуры, почти лабораторных условий. В цеху с его сквозняками и перепадами добиться этого сложно. Видел успешное применение только в относительно закрытых, подготовленных зонах на новом производстве литий-ионных аккумуляторов.
Практические нюансы монтажа и эксплуатации
Всё упирается в подготовку основания. Сколько раз сталкивался: приезжаешь на объект, а там старый, местами разрушенный бетон, его просто подмели и хотят сверху лить новый огнеупорный слой. Так не работает. Основание должно быть стабильным, очищенным до здорового материала, обязательно прогрунтованным специальным составом (грунтовки тоже бывают огнеупорные, на основе коллоидного кремнезёма, например). Иначе адгезии не будет, новый слой отойдёт пластом после первого же нагрева.
Ещё один момент — армирование. Металлическая арматура в огнеупорном бетоне — зло. При высоких температурах сталь расширяется гораздо сильнее, чем окружающий её бетон, и просто рвёт его изнутри. Используют либо композитную арматуру (стеклопластик, базальтопластик), которая имеет коэффициент расширения, близкий к бетону, либо вообще отказываются от неё, делая упор на фибровое армирование (стальная или керамическая фибра, добавленная в смесь). Фибра хорошо работает на предотвращение усадочных трещин при твердении, но её эффективность против термоударов всё же ниже, чем у сетки.
И про сушку и обжиг. Это не обычный бетон, которому дали 28 дней и всё. Огнеупорный состав после укладки требует строгого режима сушки для удаления физически связанной воды, а потом — постепенного прогрева для удаления химически связанной. Если поторопиться, пар внутри сорвёт верхний слой. На одном из наших объектов был случай, когда подрядчик, чтобы ускорить сдачу, включил нагрев печи раньше времени. В результате на полу образовались вздутия и ?горшки?, которые потом пришлось вырубать и делать заплатки. Заплатки, кстати, — это отдельная песня, они редко живут долго, потому что создают зоны с разными физическими свойствами.
Куда движется отрасль? Взгляд из цеха
Если говорить о трендах, то явно прослеживается движение в сторону интеллектуальных композитов. Не в смысле ?с чипом?, а в смысле материалов с запрограммированным поведением при разных температурах. Например, материалы, которые при нагреве выше определённого порога меняют свою кристаллическую структуру и уплотняются, самостоятельно ?залечивая? микротрещины. Или составы, которые при критическом перегреве вспениваются, образуя дополнительный изолирующий слой. Пока это больше лабораторные образцы, но некоторые элементы уже проникают в коммерческие продукты.
Второй тренд — экологичность и ресурсосбережение. Всё больше заказчиков спрашивают про возможность рециклинга старых огнеупоров. Раньше отработанный кирпич и бетон просто вывозили на полигон. Сейчас есть технологии по его дроблению и использованию в качестве вторичного заполнителя для менее ответственных конструкций или для изготовления новых изделий после соответствующей обработки. Это сложно с технической точки зрения, потому что отработанный материал уже прошёл спекание и может быть загрязнён химически, но направление перспективное.
И, конечно, цифровизация. Не в самом материале, а в процессе его подбора и мониторинга. Появляются программы, которые по заданным параметрам (температурный режим, среда, нагрузки) предлагают несколько вариантов материалов с прогнозом срока службы. А системы с датчиками, встроенными в пол (температурные, деформационные), позволяют отслеживать его состояние в реальном времени и планировать ремонты до катастрофического разрушения. Пока это дорого и применяется на критических объектах в энергетике, но, думаю, со временем станет распространённее.
Вместо заключения: мысль вслух
Так что, возвращаясь к вопросу в заголовке. Новейшие материалы для огнеупорного пола — это не какая-то одна волшебная формула. Это всегда комплексное решение, сшитое по меркам конкретного объекта. Иногда это комбинация проверенного временем шамота с новой присадкой, иногда — рискованная попытка применить лабораторную разработку в полевых условиях. Универсального рецепта нет и, наверное, не будет. Самое ?новейшее? здесь — это не столько химия состава, сколько подход: глубокий анализ условий, тщательная подготовка, контроль на всех этапах и готовность учиться на ошибках, своих и чужих. Часто лучшим решением оказывается не самый дорогой или разрекламированный материал, а тот, технологию монтажа и эксплуатации которого ваша бригада знает до мелочей. Опыт, как ни крути, пока что самый ценный компонент в любой смеси.